
端銑刀為目前最常見切削刀具,在高速切削加工上,有切除的效率高及效果好等優點,因銑刀種類繁多,切削加工時,要如何選用適用銑刀才能事半功倍,是需要多了解銑刀、材質、加工方式、加工機台、加工工件本身及銑削原理…,才能更有利於選擇適用的刀具!
要選擇適用刀具,第一基本入門當然就從認識鎢鋼銑刀本身的各部位及部位功能~
以端銑刀為例:
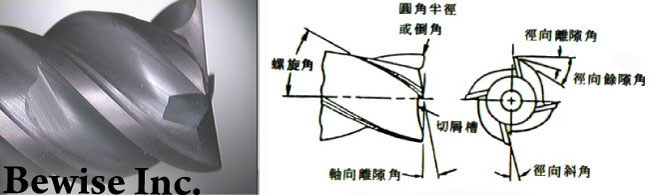
1.直徑(diameter):
直徑為端銑刀在的週邊上相對的兩刃間通過軸心的距離。平銑刀或成型銑刀
2.螺旋角(helix angle):
螺旋角為刀刃的切線與銑刀軸線的交角,端銑刀周邊切刃通常有螺旋線,這可使切削有更穩定作用。
| 螺旋角種類 | 螺旋角角度 | 選用適用螺旋角 |
| 直刃 | 0° | 加工精度上不會產生彎曲狀,但切削紋路不佳。主要使用於成型刃(Fromed),錐刃(Taper)修整。 |
| 弱螺旋刃 | 1-25° | 溝槽加工用端銑刀為其代表,在重式加工精度(溝槽崩潰、扭曲)時使用,與普通螺旋或強螺旋比較起來,較不常用。 |
| 普通螺旋刃 | 26°-39° | 市面上端銑刀大部分為普通螺旋,加工精度、切削波紋平衡性佳,最常用切刃。 |
| 強螺旋刃 | 40°以上 | 切削紋路佳,但變形大。又如果加大切深量時端銑刀會從刀作中拔出。 |
3.切刃口(cutting edge):
由刀面與刀腹相交而成,直切刀刃口則其整個長度同時做切削工作;螺旋切刃口,則其與工作接觸的距離、切削深度及刀刃的位置依螺旋角而異。端面上刃有如鑽頭作用;周邊切刃就像豎立瓶銑刀,可用於銑削平面、溝槽、輪廓…
4.徑向斜角(radial rake angle):
刀面自徑向線到刃口之傾斜角。
5.離隙角(relief angle):
離隙角為刀背與刃口之周邊切線間的夾角,其主要功能為避免刀背與切削面的磨擦。
6.餘隙角(clearance angle):
餘隙角為刀背後再研磨一斜面與刃口周邊切線。
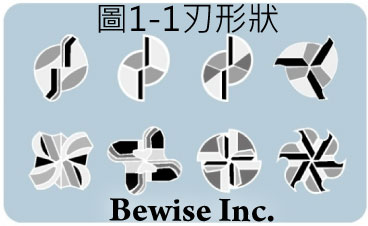
7.刃齒數(number of teeth):
端銑刀每刃間通常等長,銑刀有一體成型、焊接式、焊刃式(軟焊式)、嵌刃式、捨棄式。端銑刀刃數有2刃、3刃、4刃及6刃(如圖1-1~1-4),通常2刃銑刀可以像鑽頭直接對工件做鑽孔加工,當鑽孔深度不超過銑刀半徑時,就可以利用圓周面刀刃直接銑削溝槽。因4刃端面上有中心孔,不能以端面刃直接鑽孔,只能用圓周刃做工件邊銑削動作。
8.切屑槽(chip space):
一刃齒與次一刃齒面的間隔為切屑槽。為收容切刃從切入被切削材終了為止所產生切屑的空間(Space)。刃數較少切屑槽大,則排屑佳,若切削時發生震動動,就要更換刃數多支銑刀,通常重切削銑刀刃就是刃數較少切屑槽大;而輕切削銑刀則反之。
| 刃數與切屑槽特徵 | ||||
| 端銑刀 | 2刃 | 3刃 | 4刃 | |
| 特徵 | 優點 | 切屑排出性好 縱向加工容易 |
切屑排出性好 縱向進給容易 |
強度強 |
| 缺點 | 強度弱 | 外徑不易量測 | 切屑排出性差 | |
| 用途 | 溝、側面切削、鑽孔加工等。 | 溝、側面切削、重切削、精加工切削。 | 淺溝、側面切削、精加工切削。 | |

碧威為專業的刀具,銑刀,鎢鋼,切削刀具製造商,致力於製造優秀的產品,在客製化刀具方面的經驗十分豐富,並擅於幫助客戶解決各式各樣之刀具切削面臨之問題,對各種刀具材質切削刀具鍍模都非常瞭解透徹,可選用常見的鎢鋼及高速鋼或是近來詢問度極高的鑽石刀具。
碧威銑刀熱門產品為圓鋸片、鎢鋼刀、鋸片、木工鋸片、鎢鋼刀具及側銑刀。

 留言列表
留言列表