
即使在不需重磨刃刀具普及的現在,焊接刀具仍廣泛用於切削、建築礦山、耐磨損刀具等多方面。焊接作業的好與壞對刀具性能有很大的影響。焊接時內部殘留的變形,有時是磨削時出現裂紋的原因。即使磨削時未出現裂紋,因內部變形的影響,刀具在使用初期有時也會破損。 焊接作業需要常常考慮隨刀具毛坯和焊接材料加熱、冷卻時發生的特性及動態的變化,焊接後的可磨性及作為刀具使用特性這三者之間的相互關係。

焊接作業的主要特性因素
- 刀片和刀柄(材http://blog.tool-tool.com/?p=697&preview=true質、形狀尺寸、連接部形狀)
- 焊接材料(種類、焊接強度、焊接屬厚度、熔劑)
- 加熱裝置(火焰吸附式、爐內插入式、電阻式、高頻式)
- 焊接作業(前處理、加熱溫度、加熱時間、後處理)
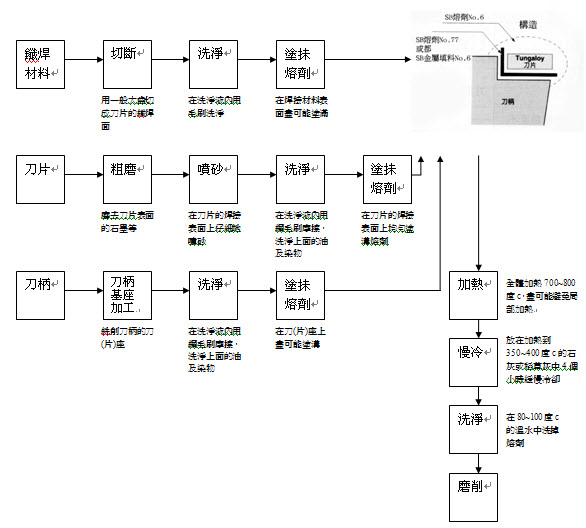
焊接作業流程
焊接銑刀鈍化處理的目標值(切削鋼材時)

焊接銑刀鈍化處理的目標值(切削鋼材時)
| 故障內容 | 主要原因 | 措施說明 | ||
| 焊接變形 |  |
|
|
 |
| 焊接裂紋 |  |
|
|
 |
| 焊接斷裂 |  |
|
|
 |
焊接狀態的檢查方法
- 放大鏡檢查方法:GC或者金剛石砂輪磨削後,用放大鏡(×20倍)觀察焊接層有無斷裂及刀片有無裂紋。
- 敲擊檢查方法:例如銑刀等,將銑刀反向放在刀墊上面,用錘子敲打刀柄上面,觀察刀片有無脫落。
- 熒光探傷法
- 比色檢驗法檢查
全站熱搜

 留言列表
留言列表