
鉸孔是將擴大一個已經存在的孔。鉸孔和鑽孔、擴孔一樣都是由刀具本身的尺寸來保證被加工孔的尺寸的,但鉸孔的品質要高得多。鉸孔時,鉸刀從工件孔壁上切除微量金屬層,以提高其尺寸精度和減小其表面粗糙度值,鉸孔是孔的精加工方法之一,常用作直徑不很大、硬度不太高的工件孔的精加工,也可用于磨孔或研孔前的預加工。鉸孔多以鉸刀做加工刀具,鉸刀是用於孔的精加工和半精加工的刀具,加工餘量一般很小。鉸刀可用手動或裝在鑽床、車床、搪床等主軸上使用,在鉸削過程中,一般多為鉸刀一方面旋轉,一方面沿著軸向進給。鉸削生成的切屑量很小,故其切屑排出溝槽亦比鑽頭小。機鉸生產率高,勞動強度小,適宜于大批大量生產。
beeway 發表在
痞客邦
留言(1)
人氣()

鉸孔和鑽孔、擴孔一樣都是由刀具本身的尺寸來保證被加工孔的尺寸的,但鉸孔的品9質要高得多。鉸孔餘量對鉸孔品質的影響很大,餘量太大,鉸刀的負荷大,切削刃很快被磨鈍,不易獲得光潔的加工表面,尺寸公差也不易保證;餘量太小,不能去掉上工序留下的刀痕,自然也就沒有改善孔加工品質的作用。一般粗鉸餘量取為0.35-0.15mm,精鉸取為0.15-0.05mm。鉸孔尺寸精度一般為IT9-IT7級,表面粗糙度Ra一般為3.2-0.8μm。
beeway 發表在
痞客邦
留言(0)
人氣()

即一般概念粗加工是以快速切除毛坯餘量為目的,在粗加工時應選用大的進給量和盡可能大的切削深度,以便在較短的時間內切除盡可能多的切屑。粗加工對表面品質的要求不高,刀具的磨鈍標準一般是切削力的明顯增大。精加工在精加工時最主要考慮的是工件表面品質而不是切屑的多少,精加工時通常採用小的切削深度,刀具的副切削刃經常會有專門的形狀,比如修光刃。根據所使用的機床、切削方式、工件材料以及所採用的刀具,可使表面粗糙度達到Ra1.6μm的水準,在極好的條件下甚至可以達到Ra0.4μm。
beeway 發表在
痞客邦
留言(0)
人氣()

即使在不需重磨刃刀具普及的現在,焊接刀具仍廣泛用於切削、建築礦山、耐磨損刀具等多方面。焊接作業的好與壞對刀具性能有很大的影響。焊接時內部殘留的變形,有時是磨削時出現裂紋的原因。即使磨削時未出現裂紋,因內部變形的影響,刀具在使用初期有時也會破損。 焊接作業需要常常考慮隨刀具毛坯和焊接材料加熱、冷卻時發生的特性及動態的變化,焊接後的可磨性及作為刀具使用特性這三者之間的相互關係。
beeway 發表在
痞客邦
留言(0)
人氣()
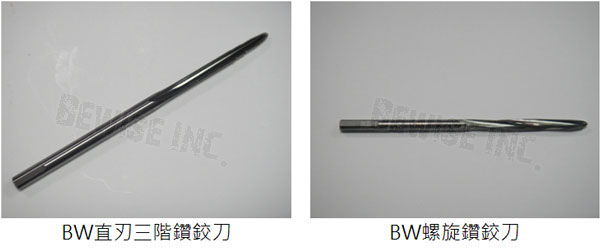
BW公司開發新型四刃鑽鉸孔刀具,針對碳纖維,玻璃纖維與石墨纖維複合材料加工,因特殊刀具材料與切削排屑方式,改善刀具在切割複合材料,能使刀具穩定切割無毛邊現象,排屑方式能產生顆粒粉末狀。
BW鑽鉸刀玻纖切削加工測試
beeway 發表在
痞客邦
留言(0)
人氣()

目前客戶加工時以白鋼刀寬面平貼加工物,因白鋼刀磨耗快,尺寸不好掌控,表面光滑度問題,碧威工程師到加工現場了解客戶加工方式及參數...因素,進而剖析原因,針對發現問題作了建議:
橡膠圓柱要切割v型深溝槽尺寸如何控制??橡膠圓柱表面有特殊耐磨材料造成刀具容易磨損,該如何解決??
先瞭解鑽石切割線製程如何製造,鑽石選擇奈米微粒鑽石,鑽石經過酸洗鍍鎳,再經過化學鍍液附著再彈簧鋼絲線上,再把鑽石切割線放在橡膠圓柱v型溝內,因橡膠有彈簧性質可增加磨差力,但是橡膠軟性無法成受鑽石切割線銳利磨差能力,所以外層再附著氧化鋁、二氧化矽等耐磨材料。
加工橡膠圓柱刀具如何選擇??橡膠圓柱如何做粗加工與精加工?粗加工如何控制表面細膩度?精加工如何控制尺寸精度?
刀具如何選擇要分為粗加工與精加工
粗加工:
選擇普通碳鋼熱處理到HRC65以上材料做成刀具,因橡膠表面有耐磨材質,容易造成刀具破損,所以便宜刀具降低成本為主要課題,然後再針對刀具如何降低磨耗及刀刃散熱等問題做改善,降低刀刃散熱與磨損分面可加裝油霧渦流管槍來加強散熱與降低磨損,亦可增加表面細膩,渦流管槍可調整冷風溫度改變橡膠特性,刀刃因橡膠改變材料性質,使刀刃磨損散熱改變後容易加工。
精加工:
應選擇高速cnc車銑複合加工機-尺寸控制精準,刀具選擇應該以PCD鑽石刀具為主,因PCD材料刀具高硬度高密度特性,使用再橡膠切割有如神兵力器。
beeway 發表在
痞客邦
留言(0)
人氣()

在銑削難切削材質時,會產生大量的切削熱。所以在加工時,應用充分的大風量油霧冷風槍將切削區淹沒,這對小直徑銑刀OR大直徑刀具容易實現,切削時就不可能全部淹沒,採用乾銑方式。
beeway 發表在
痞客邦
留言(2)
人氣()

不管刀具設計得如何,或用什麼材料製成,刀具的製造商都應該提供切削速度和每齒進給量的初始值。如果沒有這些資料,就應該向製造廠家的技術部門諮詢。廠商 應該熟知他們的產品在進行全寬度開槽銑削、外廓銑削、插銑或斜坡銑削時的能力如何,因為許多標準銑刀大多數不能完成這樣多的加工工序。比如,如果銑刀沒有 足夠大的第二後角,則斜坡銑削的斜角就要減小。
beeway 發表在
痞客邦
留言(0)
人氣()

鎳系合金中鎳和鉻是兩個主要添加成分,增加鎳能增加材料韌性,加入鉻可提高材料的硬度,再加上其他成分的平衡,據此就可以預測刀具的磨損情況。加工鎳基合金,其刀具費用較高,其費用為銑削一般鋼材的5~10倍。
beeway 發表在
痞客邦
留言(0)
人氣()

沖壓加工根據材料的變形特點分: 分離加工方式、成形加工方式
分離加工方式
沖裁加工方式是指使板料按一定的輪廓綫斷裂分離而獲得一定形狀、尺寸的沖壓件的加工方式。分離加工方式主要有沖孔、落料、 切斷、切舌、切邊、剖切、整修及精沖等。
beeway 發表在
痞客邦
留言(0)
人氣()

Milling is one of the most common and most widely used processing methods, and for roughing milling of the various structural components and fine milling is almost by end milling. There are two ways, clockwise and anticlockwise milling, according to the cutting direction. The movement of the cutting edge and work piece is in the opposite direction or same direction, divided into the two kinds of conventional milling and climb milling.
Anticlockwise Milling:
Milling direction and feed in the opposite direction (milling against the feed) is anticlockwise milling; chip caused from the bottom into upper, so we also call it as up milling; Since the traditional processing and milling mostly used this way, so we also called it as conventional milling.
beeway 發表在
痞客邦
留言(0)
人氣()
Effective working solution depends on correct cutters, operation method, and technology.
Usual cutting conditions and major influence factors of CNC machines.
|
Introduction |
Formula |
Cutting Data V(m/min) |
Cutting speed is decided by the diameter of end mills and its rpm |
 |
V=Cutting speed(m/min)
D=diameter(mm)
N=rpm of one min of end mills(min-1) |
Feed speed F(mm/min) |
Feed speed is the speed of relative one of work piece. Feed rate per flute is important for multi-flute end mills. |
 |
F=Feed speed per minute
z= number of flute
f= Feed volume per flute |
Cutting depth a(mm) |
Cutting depth is the thickness of flute machining on work piece. We always increase cutting depth to achieve its efficiency, but it is too deep to short tool life. It’s better to give proper cutting depth per flute, don’t increase feed rate and cutting depth together. |
-- |
-- |
Feed rate per flue
f(mm/刃) |
Once a flute to cut |
-- |
-- |
Cutting width b(mm) |
Vibration caused by diameter of end mill, width of work piece, flute numbers, and cutting width. |
-- |
-- |
beeway 發表在
痞客邦
留言(0)
人氣()
