複合材料定義
- 廣義的複合材料(Composite Material)係指兩種以上材料結 合,形成一種根據兩總以上材料截長補短、產生性能更佳的材料。
- 製造飛機所使用複合材料則係以高強度纖維強化材 (Reinforcement)和基材(Matrix)固結形成, 除了將強化材固定使其得以發揮強度與 剛性外,並其有保護纖維、提供韌度與抗壓強度之功能。
- 先進複合材料所使用強化材料型式包括纖維粒子(Fiber Particle)或纖維(Fiber), 此外纖維材料 其有易撓曲、高強度、高剛性及低密度之特性,因此纖 維成為複合材料最普遍使用之強化材,常見高強度纖維 包括玻璃纖維(Fiberglass)、石墨(Graphite)纖維、克夫龍 (Keviar)纖維及硼(Boron)纖維等。
蜂巢式結構
合材料應用上,可區分為由多層纖維預浸材料逐一依特 定纖維方向疊製膠合而作的積層板構造(Laminate Construction)和由上、下面層及夾層巢心結構所構成之三 明治構造(一般稱蜂巢構造)。
飛機上應用
目前航空飛機應用蜂巢式玻璃纖維地方:
- 鼻輪艙門
- 主輪艙門
- 渦輪發動機引擎罩
- 飛機主機翼後緣崁板結構內
- 飛機主機翼外側擾流板
- 飛機主機翼內側擾流板
- 方向舵結構內側
- 尾翼升降舵內側結構。
蜂巢式複合材料優點
- 具有極高強度與剛性重量比(Strength Stiffness/ Weight Ratio)
- 高抗疲勞(Fatigue)強度特性
- 複合材料不發生銹蝕腐化(Corrosion)
- 可做結構承受負載特性配置複合材料疊層,使結構承載效率大 為提高
- 可降低所需零件材料使用量
- 輕量化飛機結構,進而節省燃油損耗及提高飛機載重量
- 結構造型變化大時,製造上比較容易
蜂巢式複合材料缺點
- 材料成本高
- 純手工製造勞力密集
- 承壓強度(Bearing Strength)和積層間強度(Inter laminar Strength)較低。
- 生產過程中機械特性受溫度/濕度影響大。
- 複合材料結構強度、剛性及其他特性、檢查難度提高
- 與鋁合金搭配時, 鋁合金結構容易產生異常
- 當有破損需要修補時花費很長時間
- 需嚴謹控制製造環境與人為技術
纖維布特性與編織
纖維布複合材料製作與一般布匹相同,係將纖維股以經線方向(Warp Direction) 和緯線方向(Fill Direction)彼此垂直、相互 排列編織而成, 其目 的除提供部份橫向強度和剛性外,尚可固 定經線纖維使其不易分散。
纖維布之編織種類纖維布依編織之鬆緊可分為各種不同編織型式
預浸型纖維布
預浸型纖維布(PrepregFabric)當纖維布編織完成後,將纖維施以浸膠處理, 先塗覆樹脂,同時並將此樹脂作初步成化(Curing),這 種處理方式稱為B一階段(B-Stage)預浸型纖維布,B一 階段樹脂材料在室溫中會繼續反應成化,一旦成化固 結就無法再使用,因此需將預浸型纖維布儲存於冰箱 中以延緩樹脂成化反應速率。
高強度纖維之種類
商用直升機常使用纖維強化複合材
- 玻璃纖維
- 黃色之克夫龍纖維
- 黑色之石墨纖維或碳纖維
- 混合結構
蜂巢巢心材料
蜂巢密度之特性如果構成蜂巢之材料相同時,蜂巢的強度取決於密度,高密度巢心 其蜂巢壁較厚 故強度較高,反之低密度蜂巢巢心其強度較低, 蜂巢巢心修補更換時,必需選擇與原設計相同材 質且密度相同之巢心替代,若無相同密度則可由 較高密度巢心取代。
蜂巢夾心依材料可區分為金屬與非金屬兩大類, 依其構造又可區分為巢心構造(Honeycomb Core) 和實體夾心(Solid Core)
蜂巢依型分類
- 六角型蜂巢(Hexagonal Cell):此造型蜂巢結構最 強,然彈性、彎曲度較差,適合作為平面結構之 蜂巢件。
- 四角型蜂巢(Rectangular或Overexpanded Cell):此 型蜂巢結構較弱,但彈性和彎曲度較佳,可作為 曲面結構之蜂巢件。
- 鈴型蜂巢(Flexible ExpandedCell):此種蜂巢斷面 呈現鈴型(Bell)可作三度空間之彎曲,主要用於雷 達罩、鼻錐罩等曲率特大之曲面結構之蜂巢件。
高分子基材分析
- 熱塑性基材不產生化學反應,溫度達600°F~700°F 即融化,可製作所需工件,待基材冷卻後即變得非 常強韌、堅硬,如果欲改變工件形狀,則可將溫度 昇高使基材軟化重新加工,因此熱塑型樹脂為一可 重複使用材料,熱塑性複合材料並不適合作為結構 性構件,特別是高溫區域,因此一般航空器之複合 材料並不使用熱塑性基材。
- 熱固性基材成化實為一種化學反應,待基材成化 固結後就無法以加熱方式使其軟化,因此為一種不 可重複使用材料,熱固性樹脂之機械、物理特性極 佳,抗環境及化學性良好、因此為現代商用客機先 進複合材料所普遍使用之基材,其中環氧樹脂 (Epoxy)則為最常作為熱固性基材之材料。
資料來源:網路彙整http://tw.tool-tool.com/news/201605/cellular-type-glassfiber-material%20processing/index.html
beeway 發表在 痞客邦 留言(0) 人氣()
選擇合理的刀具類型要根據工件要求、生產量、技術要求、設備條件等因素綜合考慮。在維持良好加工品質下,才考慮提高生產效率為基本原則。
選擇刀具
任何刀具都有其適用範圍,都不會是萬能的。選擇好的刀具應該具有良好的外觀(刀具表面光亮,刃口鋒利,如有塗層塗層應均勻)、 良好的製造技術(在40倍放大鏡下觀察刀刃無崩口、微觀裂紋)、良好的切削性能(包括對某種特定材料粗加工效率高、精加工已加工表面品質高,切削輕快聲音小等)、良好的性價比(包括刀具壽命長,單支去除量大等)、良好的穩定性(每只刀之間一致性好)。
選擇刀具材料
刀具材料性能的優劣是影響加工表面品質、切削加工效率、刀具壽命的基本因素,其選擇的刀具材料應具備的性能:高硬度和耐磨性及足夠的強度和韌性、高耐熱性、良好的材料品質、經濟性、切削性能的可預測性等。
選擇刀具幾何設計
一般刀具刀口幾何應選擇銳利刀口為主能兼備堅固條件,但考慮刀具加工條件、粗銑精銑切削等需求情況等因素,精銑切削選擇刀口銳利為優先考慮,則粗銑刀口幾何以優先考慮堅固耐磨為主要選擇。 刀具容屑、排屑與強度、剛度有密切關係,若切屑堵塞在槽內會造成劃傷工件表面或刀口磨耗損壞等,切屑排出好壞直接影響刀具加工效率,刀具螺旋槽大小影響刀具強度和剛度。
選擇切削方式
切削方式將直接影響切削刃形狀、加工品質及刀具壽命和生產效率。還應考慮刀具與機床、工裝的配置及合理切削用量和切削液。
- 車削加工:用車刀在車床上加工工件加工過程,車削加工適合各種回轉體表面的加工。
- 鑽削加工:用鑽頭在實體零件上加工孔的方法,鑽孔主要用於粗加工,如螺釘孔、油孔、內螺紋底孔等。
- 刨削加工:刨削是平面加工的主要方法之一,主要用於加工平面,也廣泛用於加工各種溝槽、成形面等。
- 拉削加工:用拉刀在拉床加工工件的加工方法。
- 磨削加工:用砂輪作為刀具磨削工件的加工過程,是零件精加工的主要方法之一。
- 銑削加工:銑削是平面加工的主要方法之一,主要加工平面。同時可加工溝槽、成形面、切斷等。
資料來源:網路彙整http://tw.tool-tool.com/news/201601/tool-selection/
beeway 發表在 痞客邦 留言(0) 人氣()
銑刀加工常見問題及對應
銑刀加工常見問題及對應
- 切入或刀具拔出工件時刀具折斷:可減小進給量、切削深度,把切削刃長縮短到必要長度的最小限度。
- 正常加工時刀具折斷:
- 減小進給量、切削深度
- 對刀具進行鈍化處理
- 更換夾具或彈簧夾頭
- 高刃數刀具變更低刃數,改善排屑防止堵屑
- 將乾式銑削換成濕式(使用切削液),搭配渦流管槍使用,降低刀具溫度避免刀具過熱。
- 若濕式銑削供液方向從前方供給時,改成從斜後方或橫向上方供液,冷卻液流量應足夠
- 進給方向變更時刀具折斷:
- 利用圓弧插補(NC機床)、或暫時停止(暫時)進給
- 降低(減少)方向轉換前後的進給量
- 更換夾具或彈簧夾頭
- 刀尖部分崩刃:
- 切深界面部分崩損:
- 崩刃分布在中央部分或者遍布整個切削刃(小崩刃):
- 進行鈍化倒棱。或者加大倒棱
- 改變主軸轉數(機床有振動時)
- 提高切削速度
- 更換夾具或彈簧夾頭
- 銑削中有摩擦聲時,加大進給量
- 如果釆用的是乾式銑削,改成濕式或用空氣冷卻
- 更換夾具或彈簧夾頭
- 降低切削速度
- 切削刃大崩刃:
- 減小進給量
- 高刃數刀具變更低刃數,改善排屑防止堵屑
- 進行鈍化倒棱或者加大倒棱
- 將乾式銑削換成濕式(使用切削液),搭配渦流管槍使用,降低刀具溫度避免刀具過熱。
- 若濕式銑削供液方向從前方供給時,改成從斜後方或橫向上方供液,冷卻液流量應足夠
- 在鋼材銑槽中,以標準切削條件為目標值選擇適當的銑削速度(在低銑削速度側,產生低速性破損,壓著物分離損傷)(在高銑削速度側,銑深槽中會產生堵屑、熱龜裂)
- 如果採用的是濕式銑削,改成乾式,使用壓縮空氣,當供氣是從前方供給時,改成從橫上方或者橫上方供給,其流量應充足。
- 刀具早期磨損:
- 降低切削速度
- 如果是逆銑,則改成順銑
- 增大進給量
- 將乾式銑削換成濕式(使用切削液),搭配渦流管槍使用,降低刀具溫度避免刀具過熱。
- 如果使用的是再研磨立銑刀,應提高鏟背面的粗糙度
- 刀具早期磨損:
- 降低切削速度
- 如果是逆銑,則改成順銑
- 增大進給量
- 將乾式銑削換成濕式(使用切削液),搭配渦流管槍使用,降低刀具溫度避免刀具過熱。
- 如果使用的是再研磨立銑刀,應提高鏟背面的粗糙度
加工工件常見問題及對應
- 工件表面光澤,但凹凸大:
- 切屑短細,但有粘屑:
- 提高切削速度
- 換成濕式(使用切削液),搭配渦流管槍使用,降低刀具溫度避免刀具過熱。
- 進行微小倒圓鈍化處理
- 由逆銑改為順銑
- 加大進給量或者要切削餘量
- 有橫向切痕
- 進行微小倒圓鈍化處理
- 使用非水溶性切削液
- 由順銑改為逆銑
- 精加工尺寸偏小
- 由逆銑改為順銑
- 減小切削餘量
- 更換卡盤或彈簧夾頭
- 減小立銑刀切削深度
- 提高切削速度
- 直角度不良
- 減小切削餘量
- 更換卡盤或彈簧夾頭
- 減小立銑刀切削深度
- 提高切削速度
- 低刃數刀具變更高刃數,改善表面細膩度
- 減小進給量
- 檢查磨損量,更換刀具
- 產生振動
- 加大進給量(0.04mm/齒以上時減小)
- 嚐試改變切削速度
- 更換卡盤或彈簧夾頭
- 減小立銑刀切削深度
- 粗銑用雙刃,精銑用4刃
- 由順銑改為逆銑
切削深度的考量因素
- 機台的剛性佳、切深大,反之剛性差、切深小。
- 工件材質硬、切深小,反之材質軟、切深大。
- 切削速度快、切深小,反之速度慢、切深大。
- 工件切深小,則工件表面粗糙度佳。
銑削速度速度太高,加工效率未必跟著提高,反而加快刀具摩耗,增加刀具成本及換刀時間;若銑削速度太低,加工效率亦差,浪費時間,所以選擇適當的銑削速度(或主軸回轉數)才是發揮刀具最高效益與加工效率的正確方法。
- 提高銑削速度的時機:1.欲獲得高精度的加工面時。 2.工作物材質較軟時。 3.輕切削加工時。 4.加注切削劑且冷卻情形良好時。 5.銑床剛性佳、工作物安裝穩固時。 6.使用碳化物等耐磨耗刀具時。
- 降低銑削速度的時機:1.欲保持銑刀壽命時,或如角度銑刀之 刀尖強度小時。 2.工作物材質較硬時。 3.刀具會冒出火花時。 4.加工高合金材料,如高鎳、高錳等材 質時。 5.銑切安裝不穩固的工件時。 6.重切削或進刀大者。 7.切削黑皮工件或含有砂粒的黑皮鑄件 時。 8.使用高速鋼刀具時
資料來源:網路彙整
beeway 發表在 痞客邦 留言(0) 人氣()
立銑刀的再研磨流程

磨齒背後面
磨前面(刃內面)

磨端面切削刃

磨底刃後面

再研磨注意事項:
- 使用鑯焊立銑刀及整體立銑刀,在相當上述流程的A、B狀況時,請盡早進行再研磨,當刀具有顯著損傷後,不僅再研磨量大,而且再研磨後的刀具壽命要降低。
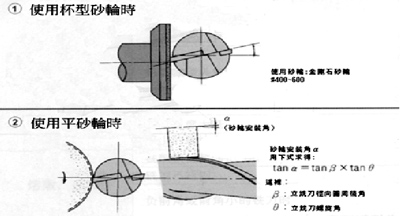
- 再研磨時請一定要使用金剛砂輪
- 齒前後角為18~10小直徑方面要大些。另外,在鋁合金加工時也要設定得大一些。
- 使用塗層立銑刀時,能否採用上述流程中C部分的再研磨。請結合實際情況進行研究,在此種方式中,不僅其切削刃部分的後面和前面都殘留有塗層,切削刃長長度變短,剛性也提高了,所以再研磨後的刀具壽命比再研磨前還要長。
- 再研磨後,請在V型台上檢測外圓切削刃(及底刃)的跳動,如果其跳動在0.001mm以內就是合格的。
- 球頭立銑刀的再研磨可以只再研磨後面,半徑減小。
- 球頭立銑刀的再研磨再研磨後必須將刀尖進行鈍化(強化)處理。
資料來源:網路彙整http://tw.tool-tool.com/news/201510/regrinding-end-mill/
beeway 發表在 痞客邦 留言(0) 人氣()
金屬材料是指由金屬元素或以金屬元素為主構成的具有金屬特性的材料的統稱。包括純金屬、合金、金屬間化合物和特種金屬材料等。
金屬材料通常分為黑色金屬、有色金屬和特種金屬材料。
黑色金屬又稱鋼鐵材料,是指鐵和鐵的合金,包括含鐵90%以上的工業純鐵,含碳 2%~4%的鑄鐵,含碳小於 2%的碳鋼,以及各種用途的結構鋼、不銹鋼、耐熱鋼、高溫合金、精密合金等,如鋼、生鐵、鐵合金、鑄鐵等。鋼和生鐵都是以鐵爲基礎,以碳爲主要添加元素的 合金,統稱爲鐵碳合金。 黑色金屬,廣義的黑色金屬還包括鉻、錳及其合金。
有色金屬又稱非鐵金屬,是指除鐵、鉻、錳以外的所有金屬及其合金,指除黑色金屬外的金屬和 合金,如銅、錫、鉛、鋅、鋁以及黃銅、青銅、鋁合金和軸承合金,此外還有貴重金屬:鉑、金、銀等和稀有金屬,包括放射性的鈾、鐳等。有色金屬通常分為輕金 屬、重金屬、貴金屬、半金屬、稀有金屬和稀土金屬等。有色合金的強度和硬度一般比純金屬高,並且電阻大、電阻溫度係數小。 在工業上還採用鉻、鎳、錳、鉬、鈷、釩、鎢、鈦等,這些金屬主要用作合金附加物,以改善金屬的性能,其中鎢、鈦、鉬等多用以生産刀具用的硬質合金。
特種金屬材料包括不同用途的結構金屬材料和功能金屬材料。其中有通過快速冷凝方法獲得的非晶態金屬材料,以及准晶、微晶、納米晶金屬材料等;還有隱身、抗氫、超導、形狀記憶、耐磨、減振阻尼等特殊功能合金,以及金屬基複合材料等。
常用金屬材料:
鐵碳合金
合金鋼
合金鋼 alloy steel 鋼里除鐵、碳外,加入其他的元素,就叫合金鋼。 在普通碳素鋼基礎上添加適量的一種或多種合金元素而構成的鐵碳合金。根據添加元素的不同,並採取適當的加工方式,可獲得高強度、高韌性、耐磨、耐腐蝕、耐低溫、耐高溫、無磁性等特殊性能。
- 低合金鋼(特殊合金元素少於5%)
- 中合金鋼 (特殊合金元素占5%~10%)
- 高合金鋼(特殊合金元素大於10%)
有色金屬及其合金
資料來源:網路彙整http://tw.tool-tool.com/news/201509/metal-materials/
beeway 發表在 痞客邦 留言(0) 人氣()
介紹")
鑽石具有高硬度、高熱傳導係數、低膨脹係數、低摩擦系數與高 化學安定度等特性,但鑽石產量稀少、價格昂貴且加工困難,類鑽碳薄膜具有和天然鑽石相近的性質,其中包括了有高硬度、耐腐蝕性佳、表面平滑、摩擦係數小、抗磨耗性佳、生物相容性佳等,且有價格上之優勢。由於具有這些優越特性,使其在機械、電子、半導體等工業之應用日益廣泛。
類鑽碳薄膜是由SP2及SP3組成,如能將SP2晶格減少,且增加SP3晶格,類鑽碳薄膜將會很接近鑽石薄膜,然而由於在結構中含有被扭曲的 sp3 鍵結
beeway 發表在 痞客邦 留言(1) 人氣()

克維拉Kevlar(凱芙拉、凱夫勒、凱庫勒、功夫龍等)化學名為「聚對苯二甲醯對苯二胺」,纖維的大分子剛性極佳,鏈纏結少、取向度、結晶度高,分子鏈幾乎處於完全伸直狀態,這種結構使纖維表現出良好的強度、模量及熱穩定性。具有極佳的抗拉性能、耐屈折、耐疲勞、耐腐蝕,膨脹係數小,其強度為同等質量鋼鐵的五倍,其密度只有鋼絲的1/5,
beeway 發表在 痞客邦 留言(1) 人氣()





