Bewise Inc. www.tool-tool.com Reference source from the internet.
A solar cell or photovoltaic cell is a device that converts solar energy into electricity by the photovoltaic effect. Photovoltaics is the field of technology and research related to the application of solar cells as solar energy. Sometimes the term solar cell is reserved for devices intended specifically to capture energy from sunlight, while the term photovoltaic cell is used when the source is unspecified.
Assemblies of cells are used to make solar modules, which may in turn be linked in photovoltaic arrays.
Solar cells have many applications. Individual cells are used for powering small devices such as electronic calculators. Photovoltaic arrays generate a form of renewable electricity, particularly useful in situations where electrical power from the grid is unavailable such as in remote area power systems, Earth-orbiting satellites and space probes, remote radiotelephones and water pumping applications. Photovoltaic electricity is also increasingly deployed in grid-tied electrical systems.
[edit] History
-
The term "photovoltaic" comes from the Greek φώς:phos meaning "light", and "voltaic", meaning electrical, from the name of the Italian physicist Volta, after whom the measurement unit volt is named. The term "photo-voltaic" has been in use in English since 1849.[1]
The photovoltaic effect was first recognized in 1839 by French physicist Alexandre-Edmond Becquerel. However, it was not until 1883 that the first solar cell was built, by Charles Fritts, who coated the semiconductor selenium with an extremely thin layer of gold to form the junctions. The device was only around 1% efficient. Russell Ohl patented the modern solar cell in 1946 (U.S. Patent 2,402,662 , "Light sensitive device"). Sven Ason Berglund had a prior patent concerning methods of increasing the capacity of photosensitive cells. The modern age of solar power technology arrived in 1954 when Bell Laboratories, experimenting with semiconductors, accidentally found that silicon doped with certain impurities was very sensitive to light.
This resulted in the production of the first practical solar cells with a sunlight energy conversion efficiency of around 6 percent. Russia launched the first artificial satellite in 1957, and the United States' first artificial satellite was launched in 1958 using solar cells created by Peter Iles in an effort spearheaded by Hoffman Electronics. The first spacecraft to use solar panels was the US satellite Explorer 1 in January 1958. This milestone created interest in producing and launching a geostationary communications satellite, in which solar energy would provide a viable power supply. This was a crucial development which stimulated funding from several governments into research for improved solar cells.
In 1970 the first highly effective GaAs heterostructure solar cells were created by Zhores Alferov and his team in the USSR. [2][3][4] Metal Organic Chemical Vapor Deposition (MOCVD, or OMCVD) production equipment was not developed until the early 1980s, limiting the ability of companies to manufacture the GaAs solar cell. In the United States, the first 17% efficient air mass zero (AM0) single-junction GaAs solar cells were manufactured in production quantities in 1988 by Applied Solar Energy Corporation (ASEC). The "dual junction" cell was accidentally produced in quantity by ASEC in 1989 as a result of the change from GaAs on GaAs substrates to GaAs on Germanium (Ge) substrates. The accidental doping of Ge with the GaAs buffer layer created higher open circuit voltages, demonstrating the potential of using the Ge substrate as another cell. As GaAs single-junction cells topped 19% AM0 production efficiency in 1993, ASEC developed the first dual junction cells for spacecraft use in the United States, with a starting efficiency of approximately 20%. These cells did not utilize the Ge as a second cell, but used another GaAs-based cell with different doping. Eventually GaAs dual junction cells reached production efficiencies of about 22%. Triple Junction solar cells began with AM0 efficiencies of approximately 24% in 2000, 26% in 2002, 28% in 2005, and in 2007 have evolved to a 30% AM0 production efficiency, currently in qualification. In 2007, two companies in the United States, Emcore Photovoltaics and Spectrolab, produce 95% of the world's 28% efficient solar cells.
Possible reference please confirm. Retrieved on
2008-
05-22.
The first generation photovoltaic cell consists of a large-area, single-crystal, single layer p-n junction diode, capable of generating usable electrical energy from light sources with the wavelengths of sunlight. These cells are typically made using a diffusion process with silicon wafers. First-generation photovoltaic cells (also known as silicon wafer-based solar cells) are the dominant technology in the commercial production of solar cells, accounting for more than 86% of the terrestrial solar cell market.
The second generation of photovoltaic materials is based on the use of thin epitaxial deposits of semiconductors on lattice-matched wafers. There are two classes of epitaxial photovoltaics - space and terrestrial. Space cells typically have higher AM0 efficiencies (28-30%) in production, but have a higher cost per watt. Their "thin-film" cousins have been developed using lower-cost processes, but have lower AM0 efficiencies (7-9%) in production and are questionable for space applications. The advent of thin-film technology contributed to a prediction of greatly reduced costs for thin film solar cells that has yet to be achieved. There are currently (2007) a number of technologies/semiconductor materials under investigation or in mass production. Examples include amorphous silicon, polycrystalline silicon, micro-crystalline silicon, cadmium telluride, copper indium selenide/sulfide. An advantage of thin-film technology theoretically results in reduced mass so it allows fitting panels on light or flexible materials, even textiles. The advent of thin GaAs-based films for space applications (so-called "thin cells") with potential AM0 efficiencies of up to 37% are currently in the development stage for high specific power applications. Second generation solar cells now comprise a small segment of the terrestrial photovoltaic market, and approximately 90% of the space market.
Third-generation photovoltaics are proposed to be very different from the previous semiconductor devices as they do not rely on a traditional p-n junction to separate photogenerated charge carriers. For space applications quantum well devices (quantum dots, quantum ropes, etc.) and devices incorporating carbon nanotubes are being studied - with a potential for up to 45% AM0 production efficiency. For terrestrial applications, these new devices include photoelectrochemical cells, polymer solar cells, nanocrystal solar cells, Dye-sensitized solar cells and are still in the research phase.
[edit] Applications and implementations

Polycrystaline PV cells laminated to backing material in a PV module
-
Solar cells are often electrically connected and encapsulated as a module. PV modules often have a sheet of glass on the front (sun up) side , allowing light to pass while protecting the semiconductor wafers from the elements (rain, hail, etc.). Solar cells are also usually connected in series in modules, creating an additive voltage. Connecting cells in parallel will yield a higher current. Modules are then interconnected, in series or parallel, or both, to create an array with the desired peak DC voltage and current.
The power output of a solar array is measured in watts or kilowatts. In order to calculate the typical energy needs of the application, a measurement in watt-hours, kilowatt-hours or kilowatt-hours per day is often used. A common rule of thumb is that average power is equal to 20% of peak power, so that each peak kilowatt of solar array output power corresponds to energy production of 4.8 kW·h per day.
To make practical use of the solar-generated energy, the electricity is most often fed into the electricity grid using inverters (grid-connected PV systems); in stand alone systems, batteries are used to store the energy that is not needed immediately.
[edit] Theory
[edit] Simple explanation
- Photons in sunlight hit the solar panel and are absorbed by semiconducting materials, such as silicon.
- Electrons (negatively charged) are knocked loose from their atoms, allowing them to flow through the material to produce electricity. The complementary positive charges that are also created (like bubbles) are called holes and flow in the direction opposite of the electrons in a silicon solar panel.
- An array of solar panels converts solar energy into a usable amount of direct current (DC) electricity.
Optionally:
- The DC current enters an inverter.
- The inverter turns DC electricity into 120 or 240-volt AC (alternating current) electricity needed for home appliances.
- The AC power enters the utility panel in the house.
- The electricity is then distributed to appliances or lights in the house.
- The electricity that is not used will be re-routed and used in other facilities.
[edit] Photogeneration of charge carriers
When a photon hits a piece of silicon, one of three things can happen:
- the photon can pass straight through the silicon — this (generally) happens for lower energy photons,
- the photon can reflect off the surface,
- the photon can be absorbed by the silicon, if the photon energy is higher than the silicon band gap value. This generates an electron-hole pair and sometimes heat, depending on the band structure.
When a photon is absorbed, its energy is given to an electron in the crystal lattice. Usually this electron is in the valence band, and is tightly bound in covalent bonds between neighboring atoms, and hence unable to move far. The energy given to it by the photon "excites" it into the conduction band, where it is free to move around within the semiconductor. The covalent bond that the electron was previously a part of now has one fewer electron — this is known as a hole. The presence of a missing covalent bond allows the bonded electrons of neighboring atoms to move into the "hole," leaving another hole behind, and in this way a hole can move through the lattice. Thus, it can be said that photons absorbed in the semiconductor create mobile electron-hole pairs.
A photon need only have greater energy than that of the band gap in order to excite an electron from the valence band into the conduction band. However, the solar frequency spectrum approximates a black body spectrum at ~6000 K, and as such, much of the solar radiation reaching the Earth is composed of photons with energies greater than the band gap of silicon. These higher energy photons will be absorbed by the solar cell, but the difference in energy between these photons and the silicon band gap is converted into heat (via lattice vibrations — called phonons) rather than into usable electrical energy.
[edit] Charge carrier separation
There are two main modes for charge carrier separation in a solar cell:
- drift of carriers, driven by an electrostatic field established across the device
- diffusion of carriers from zones of high carrier concentration to zones of low carrier concentration (following a gradient of electrochemical potential).
In the widely used p-n junction solar cells, the dominant mode of charge carrier separation is by drift. However, in non-p-n-junction solar cells (typical of the third generation of solar cell research such as dye and polymer thin-film solar cells), a general electrostatic field has been confirmed to be absent, and the dominant mode of separation is via charge carrier diffusion.[citation needed]
[edit] The p-n junction
-
Main article: semiconductor
The most commonly known solar cell is configured as a large-area p-n junction made from silicon. As a simplification, one can imagine bringing a layer of n-type silicon into direct contact with a layer of p-type silicon. In practice, p-n junctions of silicon solar cells are not made in this way, but rather, by diffusing an n-type dopant into one side of a p-type wafer (or vice versa).
If a piece of p-type silicon is placed in intimate contact with a piece of n-type silicon, then a diffusion of electrons occurs from the region of high electron concentration (the n-type side of the junction) into the region of low electron concentration (p-type side of the junction). When the electrons diffuse across the p-n junction, they recombine with holes on the p-type side. The diffusion of carriers does not happen indefinitely however, because of an electric field which is created by the imbalance of charge immediately on either side of the junction which this diffusion creates. The electric field established across the p-n junction creates a diode that promotes current to flow in only one direction across the junction. Electrons may pass from the p-type side into the n-type side, and holes may pass from the n-type side to the p-type side, but not the other way around[5]. This region where electrons have diffused across the junction is called the depletion region because it no longer contains any mobile charge carriers. It is also known as the "space charge region".
[edit] Connection to an external load
Ohmic metal-semiconductor contacts are made to both the n-type and p-type sides of the solar cell, and the electrodes connected to an external load. Electrons that are created on the n-type side, or have been "collected" by the junction and swept onto the n-type side, may travel through the wire, power the load, and continue through the wire until they reach the p-type semiconductor-metal contact. Here, they recombine with a hole that was either created as an electron-hole pair on the p-type side of the solar cell, or swept across the junction from the n-type side after being created there.
[edit] Equivalent circuit of a solar cell
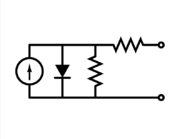
The equivalent circuit of a solar cell
The schematic symbol of a solar cell
To understand the electronic behavior of a solar cell, it is useful to create a model which is electrically equivalent, and is based on discrete electrical components whose behavior is well known. An ideal solar cell may be modelled by a current source in parallel with a diode; in practice no solar cell is ideal, so a shunt resistance and a series resistance component are added to the model.[6] The resulting equivalent circuit of a solar cell is shown on the left. Also shown, on the right, is the schematic representation of a solar cell for use in circuit diagrams.
[edit] Circuit Equations defining solar cell
The equations which describe the I-V characteristics of the cell are








where
- k is Boltzman's constant
- q is charge on an electron
- Vg is band gap voltage
- n is diode quality factor
- Rs is series resistance of cell
- Rsh is shunt resistance
- T1 and T2 are reference temperature in Kelvin
- T is working temperature of cell in Kelvin
- Voc is open circuit voltage
- Isc is short circuit current
- Io is reverse saturation current of diode
- I is the current through Rs
- IL is current produced by the cell
in many sources IL is also known as Iph.
[edit] Solar cell efficiency factors
[edit] Energy conversion efficiency
A solar cell's energy conversion efficiency (η, "eta"), is the percentage of power converted (from absorbed light to electrical energy) and collected, when a solar cell is connected to an electrical circuit. This term is calculated using the ratio of the maximum power point, Pm, divided by the input light irradiance (E, in W/m²) under standard test conditions (STC) and the surface area of the solar cell (Ac in m²).

STC specifies a temperature of 25°C and an irradiance of 1000 W/m² with an air mass 1.5 (AM1.5) spectrum. These correspond to the irradiance and spectrum of sunlight incident on a clear day upon a sun-facing 37°-tilted surface with the sun at an angle of 41.81° above the horizon.[7][8] This condition approximately represents solar noon near the spring and autumn equinoxes in the continental United States with surface of the cell aimed directly at the sun. Thus, under these conditions a solar cell of 12% efficiency with a 100 cm2 (0.01 m2) surface area can be expected to produce approximately 1.2 watts of power.
The losses of a solar cell may be broken down into reflectance losses, thermodynamic efficiency, recombination losses and resistive electrical loss. The overall efficiency is the product of each of these individual losses.
Due to the difficulty in measuring these parameters directly, other parameters are measured instead: Thermodynamic Efficiency, Quantum Efficiency, VOC ratio, and Fill Factor. Reflectance losses are a portion of the Quantum Efficiency under "External Quantum Efficiency". Recombination losses make up a portion of the Quantum Efficiency, VOC ratio, and Fill Factor. Resistive losses are predominantly categorized under Fill Factor, but also make up minor portions of the Quantum Efficiency, VOC ratio.
[edit] Thermodynamic Efficiency Limit
Solar cells operate as quantum energy conversion devices, and are therefore subject to the "Thermodynamic Efficiency Limit". Photons with an energy below the band gap of the absorber material cannot generate a hole-electron pair, and so their energy is not converted to useful output and only generates heat if absorbed. For photons with an energy above the band gap energy, only a fraction of the energy above the band gap can be converted to useful output. When a photon of greater energy is absorbed, the excess energy above the band gap is converted to kinetic energy of the carrier combination. The excess kinetic energy is converted to heat through phonon interactions as the kinetic energy of the carriers slows to equilibrium velocity.
Solar cells with multiple band gap absorber materials are able to more efficiently convert the solar spectrum. By using multiple band gaps, the solar spectrum may be broken down into smaller bins where the thermodynamic efficiency limit is higher for each bin.[9]
[edit] Quantum efficiency
As described above, when a photon is absorbed by a solar cell it is converted to an electron-hole pair. This electron-hole pair may then travel to the surface of the solar cell and contribute to the current produced by the cell; such a carrier is said to be collected. Alternatively, the carrier may give up its energy and once again become bound to an atom within the solar cell without reaching the surface; this is called recombination, and carriers that recombine do not contribute to the production of electrical current.
Quantum efficiency refers to the percentage of photons that are converted to electric current (i.e., collected carriers) when the cell is operated under short circuit conditions. External quantum efficiency is the fraction of incident photons that are converted to electrical current, while internal quantum efficiency is the fraction of absorbed photons that are converted to electrical current. Mathematically, internal quantum efficiency is related to external quantum efficiency by the reflectance of the solar cell; given a perfect anti-reflection coating, they are the same.
Quantum efficiency should not be confused with energy conversion efficiency, as it does not convey information about the power collected from the solar cell. Furthermore, quantum efficiency is most usefully expressed as a spectral measurement (that is, as a function of photon wavelength or energy). Since some wavelengths are absorbed more effectively than others in most semiconductors, spectral measurements of quantum efficiency can yield information about which parts of a particular solar cell design are most in need of improvement.
[edit] VOC ratio
Due to recombination, the open circuit voltage (VOC) of the cell will be below the band gap voltage of the cell. Since the energy of the photons must be at or above the band gap to generate a carrier pair, cell voltage below the band gap voltage represents a loss. This loss is represented by the ratio of VOC divided by VG
[edit] Maximum-power point
A solar cell may operate over a wide range of voltages (V) and currents (I). By increasing the resistive load on an irradiated cell continuously from zero (a short circuit) to a very high value (an open circuit) one can determine the maximum-power point, the point that maximizes V×I; that is, the load for which the cell can deliver maximum electrical power at that level of irradiation. (The output power is zero in both the short circuit and open circuit extremes).
A high quality, monocrystalline silicon solar cell, at 25 °C cell temperature, may produce 0.60 volts open-circuit (Voc). The cell temperature in full sunlight, even with 25 °C air temperature, will probably be close to 45 °C, reducing the open-circuit voltage to 0.55 volts per cell. The voltage drops modestly, with this type of cell, until the short-circuit current is approached (Isc). Maximum power (with 45 °C cell temperature) is typically produced with 75% to 80% of the open-circuit voltage (0.43 volts in this case) and 90% of the short-circuit current. This output can be up to 70% of the Voc x Isc product. The short-circuit current (Isc) from a cell is nearly proportional to the illumination, while the open-circuit voltage (Voc) may drop only 10% with a 80% drop in illumination. Lower-quality cells have a more rapid drop in voltage with increasing current and could produce only 1/2 Voc at 1/2 Isc. The usable power output could thus drop from 70% of the Voc x Isc product to 50% or even as little as 25%. Vendors who rate their solar cell "power" only as Voc x Isc, without giving load curves, can be seriously distorting their actual performance.
The maximum power point of a photovoltaic varies with incident illumination. For systems large enough to justify the extra expense, a maximum power point tracker tracks the instantaneous power by continually measuring the voltage and current (and hence, power transfer), and uses this information to dynamically adjust the load so the maximum power is always transferred, regardless of the variation in lighting.
[edit] Fill factor
Another defining term in the overall behavior of a solar cell is the fill factor (FF). This is the ratio of the maximum power point divided by the open circuit voltage (Voc) and the short circuit current (Isc):

[edit] Comparison of energy conversion efficiencies
-
Main article: Photovoltaics
At this point, discussion of the different ways to calculate efficiency for space cells and terrestrial cells is necessary to alleviate confusion. In space, where there is no atmosphere, the spectrum of the sun is relatively unfiltered. However on earth, with air filtering the incoming light, the solar spectrum changes. To account for the spectral differences, a system was devised to calculate this filtering effect. Simply, the filtering effect ranges from Air Mass 0 in space, to approximately Air Mass 1.5 on earth. Multiplying the spectral differences by the quantum efficiency of the solar cell in question will yield the efficiency of the device. For example, a Silicon solar cell in space might have an efficiency of 14% at AM0, but have an efficiency of 16% on earth at AM 1.5. Terrestrial efficiencies typically are greater than space efficiencies.
Solar cell efficiencies vary from 6% for amorphous silicon-based solar cells to 40.7% with multiple-junction research lab cells and 42.8% with multiple dies assembled into a hybrid package.[10] Solar cell energy conversion efficiencies for commercially available multicrystalline Si solar cells are around 14-19%[11]. The highest efficiency cells have not always been the most economical — for example a 30% efficient multijunction cell based on exotic materials such as gallium arsenide or indium selenide and produced in low volume might well cost one hundred times as much as an 8% efficient amorphous silicon cell in mass production, while only delivering about four times the electrical power.
However, there is a way to "boost" solar power. By increasing the light intensity, typically photogenerated carriers are increased, resulting in increased efficiency by up to 15%. These so-called "concentrator systems" have only begun to become cost-competitive as a result of the development of high efficiency GaAs cells. The increase in intensity is typically accomplished by using concentrating optics. A typical concentrator system may use a light intensity 6-400 times the sun, and increase the efficiency of a one sun GaAs cell from 31% at AM 1.5 to 35%.
A common method used to express economic costs of electricity-generating systems is to calculate a price per delivered kilowatt-hour (kWh). The solar cell efficiency in combination with the available irradiation has a major influence on the costs, but generally speaking the overall system efficiency is important. Using the commercially available solar cells (as of 2006) and system technology leads to system efficiencies between 5 and 19%. As of 2005, photovoltaic electricity generation costs ranged from ~0.60 US$/kWh (0.50 €/kWh) (central Europe) down to ~0.30 US$/kWh (0.25 €/kWh) in regions of high solar irradiation. This electricity is generally fed into the electrical grid on the customer's side of the meter. The cost can be compared to prevailing retail electric pricing (as of 2005), which varied from between 0.04 and 0.50 US$/kWh worldwide. (Note: in addition to solar irradiance profiles, these costs/kwh calculations will vary depending on assumptions for years of useful life of a system. Most c-Si panels are warrantied for 25 years and should see 35+ years of useful life.)
The chart at the right illustrates the various commercial large-area module energy conversion efficiencies and the best laboratory efficiencies obtained for various materials and technologies.

Reported timeline of solar cell energy conversion efficiencies (from National Renewable Energy Laboratory (USA)
[edit] Watts peak
Since solar cell output power depends on multiple factors, such as the sun's incidence angle, for comparison purposes between different cells and panels, the measure of watts peak (Wp) is used. It is the output power under these conditions known as STC:[12][13]
- insolation (solar irradiance) 1000 W/m²
- solar reference spectrum AM (airmass) 1.5
- cell temperature 25°C
[edit] Solar cells and energy payback
In the 1990s, when silicon cells were twice as thick, efficiencies were 30% lower than today and lifetimes were shorter, it may well have cost more energy to make a cell than it could generate in a lifetime. In the meantime, the technology has progressed significantly, and the energy payback time of a modern photovoltaic module is typically from 1 to 4 years [14] depending on the type and where it is used (see net energy gain). With a typical lifetime of 20 to 30 years, this means that modern solar cells are net energy producers, i.e they generate much more energy over their lifetime than the energy expended in producing them.[15][14][16]
[edit] Light-absorbing materials
All solar cells require a light absorbing material contained within the cell structure to absorb photons and generate electrons via the photovoltaic effect. The materials used in solar cells tend to have the property of preferentially absorbing the wavelengths of solar light that reach the earth surface; however, some solar cells are optimized for light absorption beyond Earth's atmosphere as well. Light absorbing materials can often be used in multiple physical configurations to take advantage of different light absorption and charge separation mechanisms. Many currently available solar cells are configured as bulk materials that are subsequently cut into wafers and treated in a "top-down" method of synthesis (silicon being the most prevalent bulk material). Other materials are configured as thin-films (inorganic layers, organic dyes, and organic polymers) that are deposited on supporting substrates, while a third group are configured as nanocrystals and used as quantum dots (electron-confined nanoparticles) embedded in a supporting matrix in a "bottom-up" approach. Silicon remains the only material that is well-researched in both bulk and thin-film configurations. The following is a current list of light absorbing materials, listed by configuration and substance-name:
These bulk technologies are often referred to as wafer-based manufacturing. In other words, in each of these approaches, self-supporting wafers between 180 to 240 micrometers thick are processed and then soldered together to form a solar cell module. A general description of silicon wafer processing is provided in Manufacture and Devices.
[edit] Silicon
-

Basic structure of a silicon based solar cell and its working mechanism.
By far, the most prevalent bulk material for solar cells is crystalline silicon (abbreviated as a group as c-Si), also known as "solar grade silicon". Bulk silicon is separated into multiple categories according to crystallinity and crystal size in the resulting ingot, ribbon, or wafer.
- monocrystalline silicon (c-Si): often made using the Czochralski process. Single-crystal wafer cells tend to be expensive, and because they are cut from cylindrical ingots, do not completely cover a square solar cell module without a substantial waste of refined silicon. Hence most c-Si panels have uncovered gaps at the four corners of the cells.
- Poly- or multicrystalline silicon (poly-Si or mc-Si): made from cast square ingots — large blocks of molten silicon carefully cooled and solidified. These cells are less expensive to produce than single crystal cells but are less efficient.
- Ribbon silicon: formed by drawing flat thin films from molten silicon and having a multicrystalline structure. These cells have lower efficiencies than poly-Si, but save on production costs due to a great reduction in silicon waste, as this approach does not require sawing from ingots.
[edit] Thin films
-
The various thin-film technologies currently being developed reduce the amount (or mass) of light absorbing material required in creating a solar cell. This can lead to reduced processing costs from that of bulk materials (in the case of silicon thin films) but also tends to reduce energy conversion efficiency, although many multi-layer thin films have efficiencies above those of bulk silicon wafers.
Cadmium telluride is an efficient light-absorbing material for thin-film solar cells. Compared to other thin-film materials, CdTe is easier to deposit and more suitable for large-scale production. Despite much discussion of the toxicity of CdTe-based solar cells, this is the only technology (apart from amorphous silicon) that can be delivered on a large scale[citation needed]. The perception of the toxicity of CdTe is based on the toxicity of elemental cadmium, a heavy metal that is a cumulative poison. However it has been shown that the release of cadmium to the atmosphere is lower with CdTe-based solar cells than with silicon photovoltaics and other thin-film solar cell technologies. [17]
[edit] Copper-Indium Selenide
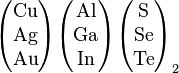
Possible combinations of I III VI elements in the periodic table that have photovoltaic effect
|
The materials based on CuInSe2 that are of interest for photovoltaic applications include several elements from groups I, III and VI in the periodic table. These semiconductors are especially attractive for thin film solar cell application because of their high optical absorption coefficients and versatile optical and electrical characteristics which can in principle be manipulated and tuned for a specific need in a given device. CIS is an abbreviation for general chalcopyrite films of copper indium selenide (CuInSe2), CIGS mentioned below is a variation of CIS. CIS films (no Ga) achieved greater than 14% efficiency.[18] However, manufacturing costs of CIS solar cells at present are high when compared with





















 ,
, ,
,
 ,
,

 .
. ,
,

 ,
, ,
,![I = \frac{4 \pi e}{\hbar}\int_{-\infty}^{+\infty} [f(E_f -eV) - f(E_f + \epsilon)] \rho_s (E_f - eV + \epsilon) \rho_T (E_f + \epsilon)|M|^2 d \epsilon](http://upload.wikimedia.org/math/0/3/5/03500fca9e755383ae080907a59f41cd.png) ,
,

